



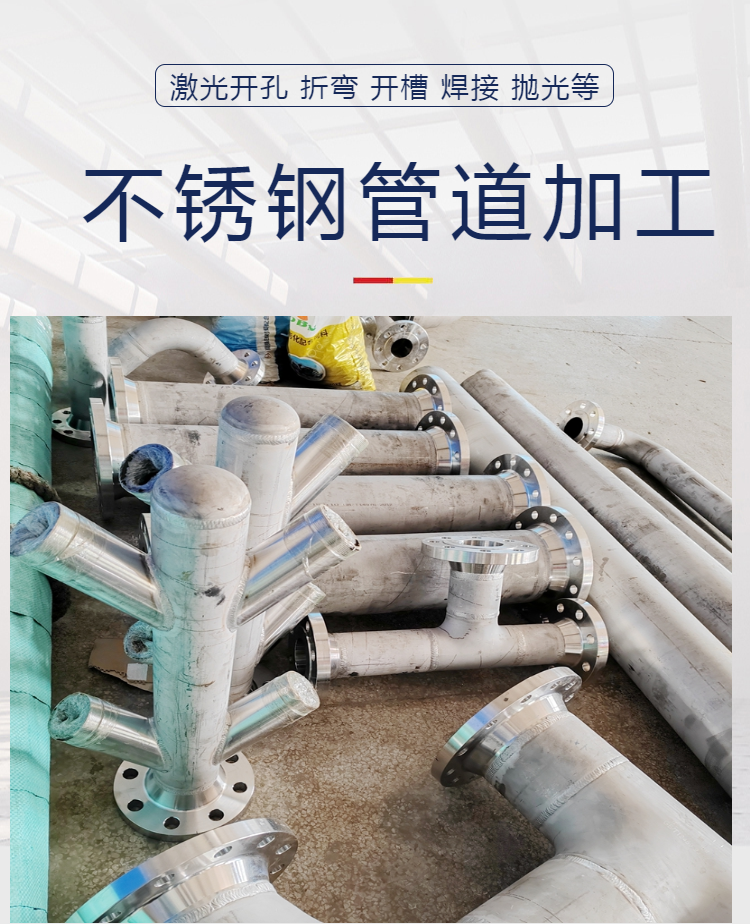
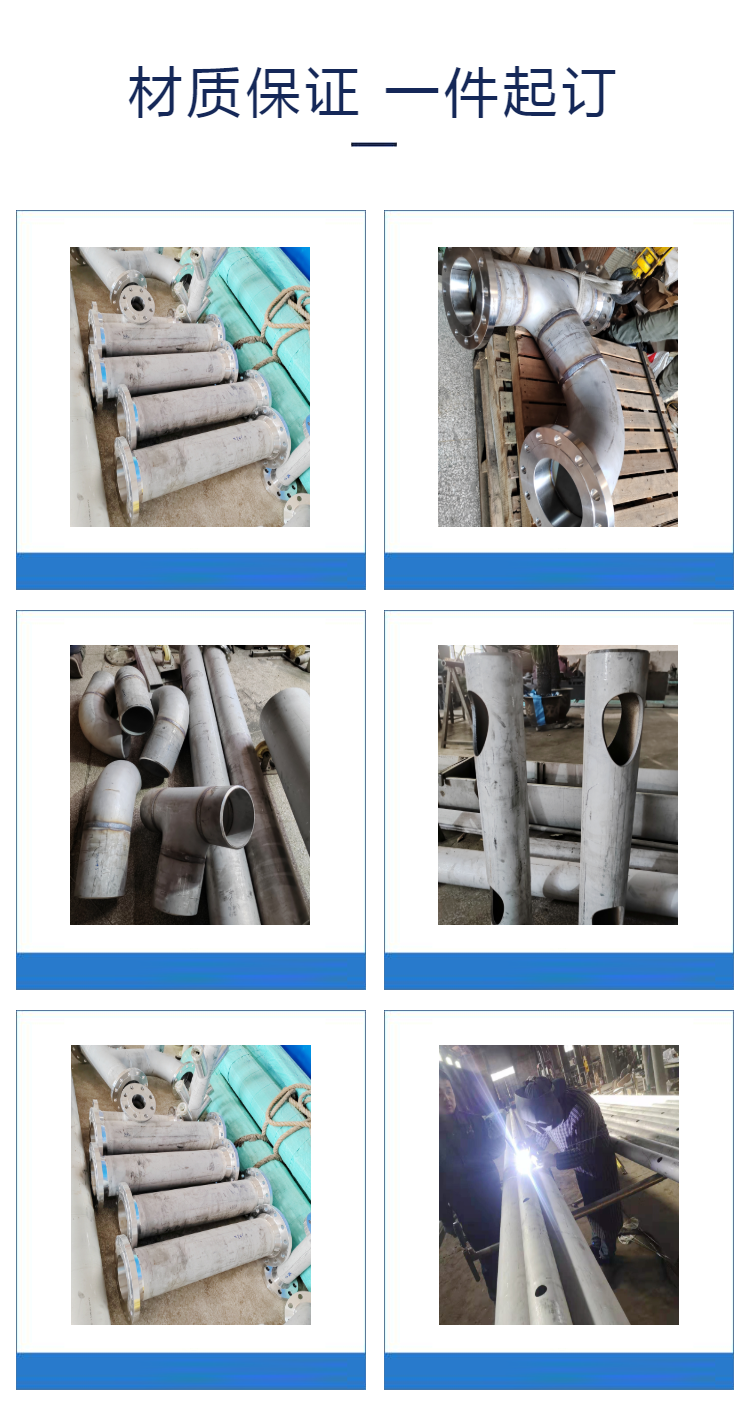
316L不锈钢管道焊接

产品描述
| 加工贸易形式 | 来图、来样加工 | 打样周期 | 1-3天 |
| 加工周期 | 4-7天 | 材质 | 不锈钢 |
| 年最大加工能力 | 99999件 | 品牌 | 佳孚 |
| 厂家 | 佳孚不锈钢 |
316L不锈钢管道焊接
导言:
316L不锈钢是一种常用于管道系统的不锈钢材料。它由低碳含量的316不锈钢合金经过低温处理得到。316L不锈钢具有优异的耐腐蚀性能和韧性,适用于高温高压和酸碱环境下的各种工业管道。而对于316L不锈钢管道的焊接工艺,有着特别的要求。本文将从焊接前准备、焊接技术、焊接质量控制以及常见问题与解决方案四个方面来详细阐述316L不锈钢管道焊接的相关知识。
一、焊接前准备
1.1 管道清洁
在进行管道焊接前,首先要确保管道内外表面充分清洁。除去焊接位置附近的污垢和油脂,可以使用溶剂清洗或气体喷射来达到清洁的要求。
1.2 准备焊接材料
焊接材料包括316L不锈钢焊条、焊丝、气体保护剂等。应选择合适标准规定的焊接材料,并保证其质量合格。
1.3 管道端口和接头处理
焊接之前,需要对管道端口和接头进行处理。对于将要进行对焊的管道,可以采用切割、钝化、去毛刺等方法保证焊接质量。
二、焊接技术
2.1 焊接方法选择
根据具体的工艺要求,选择合适的焊接方法。常见的有手工电弧焊、氩弧焊、埋弧焊等。对于不同焊接方法,操作人员应熟悉其特点和适用范围,并选择合适的设备和焊接工艺参数。
2.2 焊接工艺选择
根据管道的尺寸、材料厚度以及工艺要求,选择适当的焊接工艺。常用的有TIG焊、MIG焊、手工焊等。特别需要注意的是,316L不锈钢焊接应采用低能量输入的焊接工艺,以避免产生氮化物和碳化物。
2.3 前后热处理
在完成焊接后,需要进行相应的热处理措施,以消除残余应力。通常采用退火或应力解除退火的方法进行热处理。这样可以提高焊缝的结晶度和韧性,确保焊接质量。
三、焊接质量控制
3.1 焊接材料合格性检验
在进行焊接前,必须对焊接材料进行合格性检验。使用合格的焊接材料是保证焊接质量的基础。
3.2 焊工技术水平控制
焊工的技术水平直接影响焊接质量。因此,必须根据工艺要求进行焊工培训和考核,确保焊工具有合格的焊接技术和经验。
3.3 焊接质量检验
在进行焊接过程中,需要进行焊接质量的检验。包括焊缝外观、焊接接头连接紧密度、焊缝无缺陷等方面的检查,以确保焊接质量符合相关标准。
四、常见问题与解决方案
4.1 焊接过程中出现气孔
气孔是常见的焊接缺陷之一。出现气孔可能由气体保护不足、焊接材料含气、焊接速度过快等原因引起。应增加气体保护流量、合理控制焊接速度,严格检查焊接材料等,以防止气孔的产生。
4.2 焊接过程中出现裂纹
焊接过程中的温差和应力可能导致裂纹的产生。在选择合适的焊接工艺参数的同时,可以采取预热、焊后热处理等措施来降低应力,减少裂纹的产生。
4.3 焊接接头连接不紧密
焊接接头连接不紧密可能导致泄漏或脱落。在焊接前,必须要保证管道端口和接头的处理充分,焊工操作规范,焊接质量符合标准。如发现不紧密的接头,需要重新修复或更换。
总结:
316L不锈钢管道的焊接对于工业管道系统的安全运行至关重要。合理的焊接前准备、选择适当的焊接技术、严格的质量控制以及及时解决常见问题,都是确保316L不锈钢管道焊接质量的关键。通过加强对316L不锈钢管道焊接的研究和实践,可以提高管道系统的安全性和可靠性,为工业生产提供可持续发展的保障。



316L不锈钢管道焊接
相关产品


相关资讯
- [企业动态]不锈钢管的几种常见的加工方式2023/12/22
- [企业动态]阐述不锈钢无缝管和不锈钢焊管的区别2023/12/19
- [企业动态]大口径不锈钢焊管所具有的优点2023/12/19
- [企业动态]310S不锈钢无缝管的用途都有哪些2023/12/15
- [企业动态]不锈钢六角管重量(不锈钢六角怎么算重量)2023/8/2
- [企业动态]不锈钢六角管图片(不锈钢外六角图片)2023/8/2
- [企业动态]不锈钢六角管生产厂家(不锈钢竹节管生产厂家)2023/8/2
- [企业动态]不锈钢六角管价格(不锈钢六角304价格多少)2023/8/2
- [企业动态]不锈钢六角管计算公式(不锈钢体积计算公式)2023/8/2
- [企业动态]不锈钢六角管规格表(不锈钢矩管规格表一览)2023/8/2
